FordParts
My Garage
My Account
Cart
OEM 2005 Ford Excursion Intercooler
Front Intercooler- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
1 Intercooler found


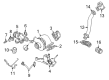
2005 Ford Excursion Intercooler Part Number: 6C3Z-6K775-A
Product Specifications- Other Name: Cooler Assembly - Engine Charge Air; Turbocharger Intercooler; Turbo Intercooler
- Replaces: 5C3Z-6K775-AA
- Base No.: 6K775
- Item Weight: 30.40 Pounds
- Item Dimensions: 44.3 x 29.7 x 11.6 inches
- Condition: New
- Fitment Type: Direct Replacement
- SKU: 6C3Z-6K775-A
- Warranty: This genuine part is guaranteed by Ford's factory warranty.
2005 Ford Excursion Intercooler
If you're seeking quality and affordability, look no further than our extensive inventory of genuine 2005 Ford Excursion Intercooler available at FordPartsDeal.com. You can confidently purchase our OEM 2005 Ford Excursion Intercooler as they are supported by the manufacturer's warranty and our hassle-free return policy, alongside the benefit of our fast delivery service.
2005 Ford Excursion Intercooler Parts Q&A
- Q: How to service the intercooler on 2005 Ford Excursion?A: Service of the charge air cooler is done by removing the radiator, air cleaner element and the front cover. Lose and remove CAC duct, remove charge air cooler by removing two stud bolts. In order to install the new cooler, undo the steps that were used to remove it.
Related 2005 Ford Excursion Parts
 2005 Ford Excursion Water Pump
2005 Ford Excursion Water Pump 2005 Ford Excursion Coolant Reservoir
2005 Ford Excursion Coolant Reservoir 2005 Ford Excursion Coolant Reservoir Cap
2005 Ford Excursion Coolant Reservoir Cap 2005 Ford Excursion Cooling Fan Assembly
2005 Ford Excursion Cooling Fan Assembly 2005 Ford Excursion Cooling Hose
2005 Ford Excursion Cooling Hose 2005 Ford Excursion Drive Belt
2005 Ford Excursion Drive Belt 2005 Ford Excursion Engine Cooling Fan
2005 Ford Excursion Engine Cooling Fan 2005 Ford Excursion Fan Blade
2005 Ford Excursion Fan Blade 2005 Ford Excursion Oil Cooler
2005 Ford Excursion Oil Cooler 2005 Ford Excursion Power Steering Cooler
2005 Ford Excursion Power Steering Cooler 2005 Ford Excursion Radiator Cap
2005 Ford Excursion Radiator Cap 2005 Ford Excursion Thermostat Gasket
2005 Ford Excursion Thermostat Gasket